









Reframing Maintenance Repair and Overhaul Supply Chains within an Industry 4.0 context
Indrasen Naidoo, Supply Chain Director, Roy Hill

Indrasen Naidoo, Supply Chain Director, Roy Hill
Current trends, in the digital economy including Industry 4.0 principles within discrete manufacturing, offer opportunity to reframe business models and the ways of working in Maintenance, Repair and Overall [MRO] Supply Chains to support asset intensive industries.
Current practice in asset intensive industries is largely focused on spare parts inventory management where stocking strategies of spare parts are discussed and their levels optimized, based on either deterministic or stochastic demand enabled by Material Requirements Planning (MRP) applications. This may incorporate practices that link asset condition monitoring to inventory level decisions, often only on the replenishment policy level.
These practices are predominantly at an execution time horizon and enabled by systems of record (e.g. procure to pay) and there exists an opportunity to adopt advanced planning and scheduling practices enabled by systems of differentiation within a digital ecosystem that connects suppliers and operators of assets.
The concept of orchestrating the end-to-end flow of products in a supply network based on a digital thread using Industry 4.0 principles rather than a replenishment based systems (min/ max) offers opportunity to improve the fundamental measures of cost, inventory, throughput and quality to players within the ecosystem. This concept to the MRO Supply Chain is being designed and implemented by Roy Hill.
This flow based supply network will be based on 3 flows as in Figure 1.
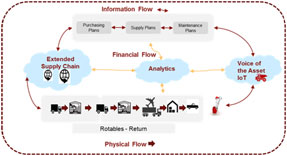
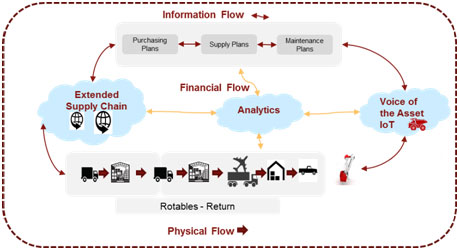
Figure 1: Flow based Supply Network
Industry 4.0 promises value from the Internet of Things by interconnecting things and Cyber-physical production systems (CPPS) that lead to smart production, where intelligent products, machines, networks and systems independently communicate and cooperate with each other over the entire manufacturing process – with minimal human intervention.
Industry 4.0 principles evaluated with the intention of deploying new business models, business process and ways of working may lead to new or improved business outcomes.
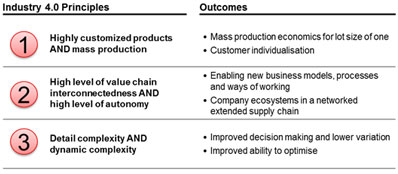
Figure 2: Interpretation of Industry 4.0 Principles and Outcomes
Industry 4.0 offers the prospect of greater cyber-physical capability in maintenance and this opportunity is supported by having a robust digital framework
Assets have become highly digitized and asset health monitoring is increasingly an inherent part of design such that it has an individual voice in the language of data (“the voice of the asset”). Requests to support asset health should be a digital thread driven by predictive algorithms linking the asset to the extended system of maintenance and repair supply. The digital clarity of information flow must be translated into efficient material flow resulting in minimal effort in the physical supply chain and a lower degree of variation in maintenance resource planning (materials, maintainers, tools and equipment). The extended supply chain, including OEMs, can manage their spare parts planning more cost effectively if based on a response to demand driven MRP rather than replenishment based.
Interconnectedness and analytics will support ongoing improvement and optimization efforts ranging from new business models, processes and ways of working. Industry 4.0 offers the prospect of greater cyber-physical capability in maintenance and this opportunity is supported by having a robust digital framework.
The benefits of this flow-based system to all players in the ecosystem are an improvement in the fundamental measures of cost, throughput, inventory and quality with optimal asset availability and reliability. To achieve these benefits will require a shift in engagement from distributive or independent mindset nature towards an integrative or inter-dependent-collaborative approach.
Flow of material will be achieved using advanced planning and scheduling across the entire supply system, from supplier through to maintainer. Advanced planning and scheduling (APS) systems have been developed to address the shortcomings of transactional Enterprise Resource Planning (ERP) systems in planning; to achieve optimal allocation of raw materials and production capacities to meet demand. APS systems have since been deployed in management of supply chains across FMCG and Manufacturing industries and are subject of ongoing development and improvement and a similar approach is advocated in the MRO supply chains. Figure 3 represents an illustrative view of the potential application architecture which can be considered as an “Extended Supply Chain for Enterprise Asset Management”.
Integral to reframing the MRO Supply Chain in a manner illustrated above is the design and adoption of an operating model with process related artefacts that are based on systems thinking and enable direction and alignment. Included in the design thinking is the embedment of core disciplines related to planning, scheduling and execution with this being complemented by organizational design. Leadership maturity is also a critical success factor within such an operating model.

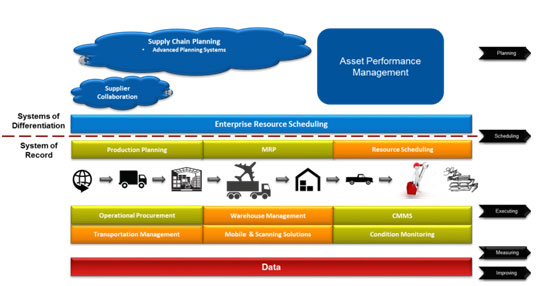
Figure 3: Extended Supply Chain for Enterprise Asset Management

